Week of 9/12/22
Finishing the Turner’s Cube
During the beginning of the week I finished the Turner’s Cube. I first finished facing the cube to 1x1x1in, then I moved setting up the machine for making the pockets in the cube. To do that I first found the correct bit for making the pockets, then I set up the offsets in the Milling Machine. Once I had finished that I started to make the GCODE on the milling machine, having it drill one pocket 0.15in deep, then a second smaller pocket the same depth.
Once everything was set up I found the exact center of the cube by using the Haimer 3D Sensor to measure the distance across the cube then dividing it by two.
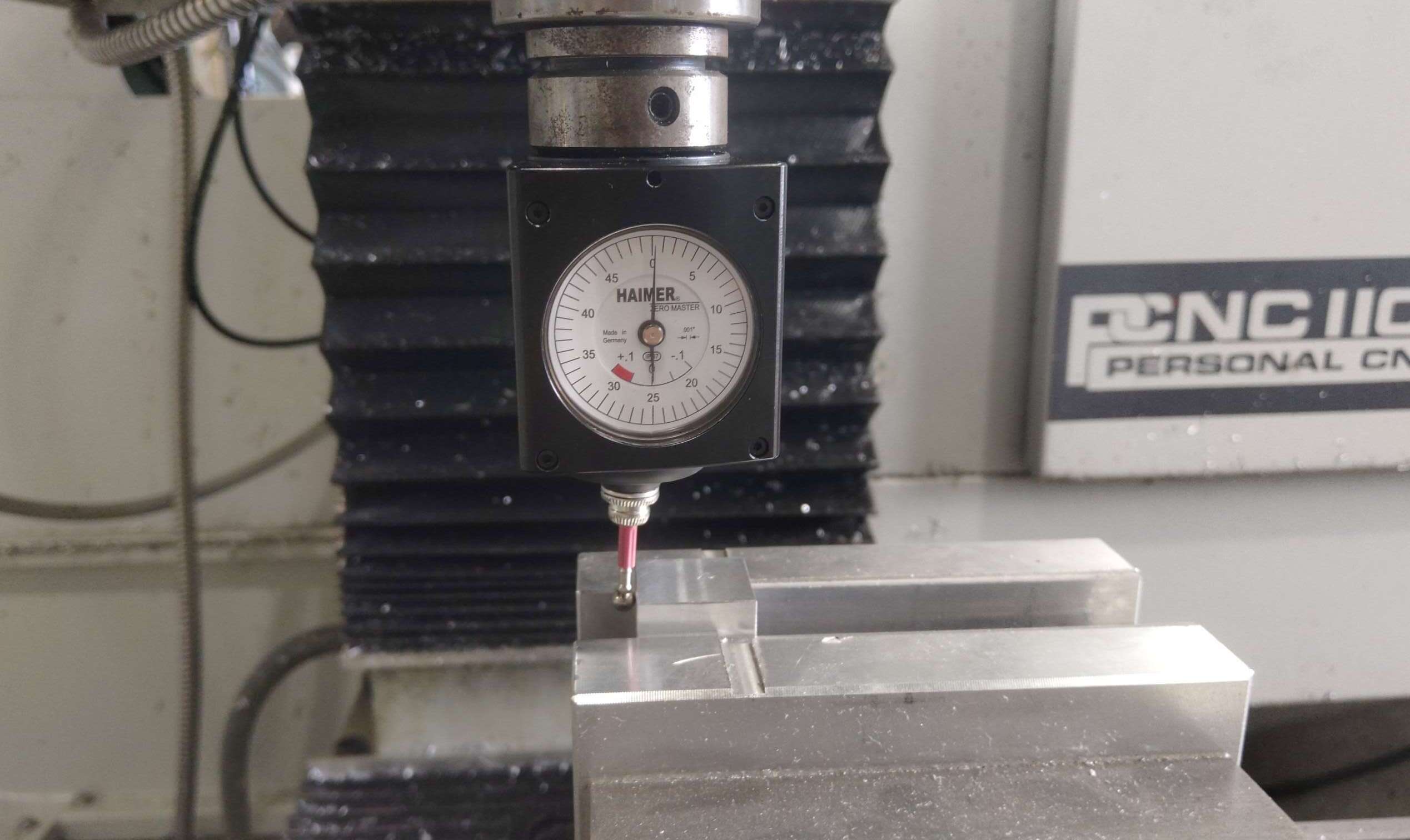 Using Haimer to measure across cube
Using Haimer to measure across cube
After I had centered the milling machine on the cube, I ran the GCODE on the first side watching it carefully to make sure it was doing what I wanted. Once that had finished I rotated the cube and repeated it on all sides, leaving me with an almost finished product I just needed to sand.
 Image of finished turners cube
Image of finished turners cube
Starting Wrench Project
I am on the rowing team at my school, and our boats use either 7/16in or 10mm bolts depending on the boat. Sadly I have not been able to find a wrench with a 7/16in and 10mm side, so I decided to make one.
During the last two days of the week I modeled the wrench in Fusion360. The model had to be able to be projected onto a 2D plane so that I could make it with our Plasma Cutter. After I modeled the wrench I laser cut a model out of cardboard so that I could test my design and see how I could improve it. My first edition had square corners that we likely to break, so I rounded them more. After my second edition I did not change anything structurally and just added text labeling which side is 10mm and which side is 7/16.
 Image of prototype wrenches made of cardboard
Image of prototype wrenches made of cardboard
After I laser cut the cardboard models I brought them to crew practice to make sure that they fit the bolts they were made for, and they did, so I plan to make the wrenches out of steel next week.